光学检测技术在汽车冲压模具制造过程中的应用
翟攀
[摘 要]近年来,随着科技水平的提升,同时,随着人们对生活品質要求的提升,汽车在我国的发展速度可谓是日新月异,并表现出不断增长的态势。汽车在生产制造的过程中,会使用到较多的钣金件,为了有效保证汽车的生产制造质量,就要确保钣金件有着良好的使用性能。在检测汽车质量时,必须要重视钣金件质量方面的检验,在进行钣金件质量的检验时,要选择经验丰富的专业检测人员,并严格按照检测标准规范来检测,以确保钣金件质量。
[关键词]钣金件;检测冲压模具
中图分类号:TG385.2 文献标识码:A 文章编号:1009-914X(2018)05-0263-01
引言
汽车零部件中的钣金件通常采用冲压成形工艺,冲压成形工艺中材料属于金属塑性变形,特别是在弯曲、拉深、复杂成形等工艺中,材料的变形与流动比较复杂。关于钣金件在检测冲压模具问题上的探讨,需要先了解冲压模具质量检验的常见问题,主要有破裂、变薄、起皱、毛刺等,在检测过程中,要针对问题,采取合理有效的检测方法。
1 钣金件概述
钣金加工工艺是针对金属薄板(板厚通常在6mm以下)加工的综合冷加工工艺,包括冲裁、折弯、焊接和压铆等环节。钣金件具有轻便、强度高、可批量生产和成本低等特点,最为典型的特征是同一零件厚度一致,具有极好的导电性能,有电磁兼容的要求时屏蔽效能好。当前,钣金件在汽车等领域得到了广泛的应用和认可。随着钣金件的应用越来越广,钣金工艺的设计和钣金件检测冲压模具方面是极为重要的两个部分。要强化设计与检测力度。通过设计与检测来保证钣金件的使用性能,有效保证汽车的生产制造质量。
2 钣金件检测冲压模具
2.1 全尺寸检测
全尺寸检测可以对冲压件进行全面检测,包括冲压件的轮廓以及孔洞部位,通过全尺寸检测可以实现对冲压件的全面监测,能判断其每一个部位的状况,从整体上实现对冲压件质量的把握。但是在实际应用过程中需要有较多的检测孔,同时检测过程非常慢,需要花费较多的时间和人力物力资源,另外,检测完成之后,需要制作较为庞大的检测报告,对检测报告的中获取所需要的检测信息进行筛选有着较大的难度,另外,这种检测方式还很难实现对冲压件稳定性的检测。
2.2 重点区域检测
重点区域检测主要是检测关键点,检测工作的任务量较少,可以直接找到问题以及其原因。这种检测方法也很难使实现对冲压件稳定性的检测,也无法全面检测经常出现故障的区域,不能直接判断出生产过程中模具出现问题的具体工序。
2.3 CPK检测
CPK检测主要是用来检测模具的稳定性,选择抽样检测法,检测多个零件的同一部位,以此对冲压件的稳定性进行判断。这种检测方法能够检测出零件的合格率,但是在实际的应用过程中,受到检测条件限制,很难抽取太多的检测点,也很难检测到冲压件的整体质量,同时无法找到发生问题的具体工序。
2.4 全面反馈检测
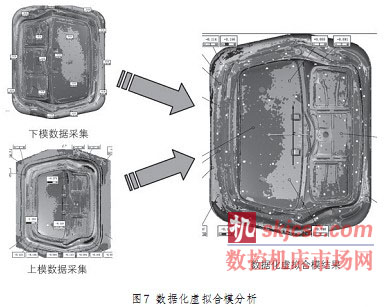
全面反馈检测主要是弥补上述三种检测方法在实际检测过程中的应用限制。首先,需要预估装车过程中可能出现的问题,可以选择某冲压件焊接面作为基准点,判断冲压件的综合状态,在进行这方面的检测分析时,可以通过最佳拟合运算等几何算法来进行,分析每个搭接点的实际特点,借助最佳拟合运算对其他搭接面进行评价;其次,进行冲压件状态、模具状态、工序稳定性的反馈,在这方面检测时,可以选择将经验困难面与关键面结合在一起来完成检测,抽取关键面监测点,根据模块镶块排布方式,以最少的点全面反映模具的状态;最后,通过CPK检测法来完成对模具工序以及冲压件稳定性的检测,从而判断出冲压件的稳定性以及工序稳定性。
3 钣金件结构设计误区与优化策略
在进行钣金件的结构设计时,需要明确所采用加工工艺的特点,并关注钣金件加工的成本和效率问题。结合加工件批量情况,对钣金件结构进行优化升级。当前的工艺生产当中,由于设计人员的专业度不强,受到传统加工结构设计的影响,很容易在钣金件结构设计上出现多种误区。针对具体的误区明确错误所在,进而采取对应的结构设计优化办法,才能保证设计出的结构件具备相当的加工工艺性。
3.1 强度设计
在强度设计当中,设计人员往往受到传统思路的影响和束缚,为提升钣金件设计强度,多在钣金件材料上下功夫,通过提升厚度来保证强度,这并不能根本上保证强度提升目标的实现。在最新工艺技术要求下,应当在冲压和折弯工艺上着手,在保证原材料基本厚度的同时,全面提升加工工艺,在焊接当中也确保工艺标准。以冲压凸包和滚筋的工艺方法,明确结构件的受力情况,在明确受力集中点的基础上进行筋加强,能够保证其强度的全面提升。同时,也可利用折弯压平方式,实现钣金件厚度和强度的同步增加。
3.2 折弯边设计
钣金折弯边设计当中,应依据折弯边的工艺要求和特点进行对应的工艺设计优化。明确折弯边最短边限制的存在,进而在折弯模具的开口和折弯度设计上进行标准确定,明确具体的数值。同时,根据工厂当前折弯下模的规格,进行对应的设计优化,保证模具所使用原材料对接设计,提升原来的使用率。此外,应当重视折弯边和折弯边之间的距离限制问题,避免相互之间距离过近,防止出现折弯边和折弯模具相互冲突的问题。
3.3 方孔内直角设计
机械加工零件设计中,结合加工使用的刀具特点,多为圆柱体的切削铣刀,设计加工后会留有加工圆角。对应来看,冲压加工的钣金件则以方孔成型冲模,产生内直角的方孔。为优化钣金件结构设计,应以长圆孔冲模作为冲模方式,确保加工后形状为长圆孔。在具体的设计当中,还应明确工厂生产使用的模具的尺寸和样式,也便在现有工艺设计中进行对应选择,保证使用上的契合,确保工期和成本上的有效保证。
3.4 优化设计
在焊接加工工艺下的钣金件,其采用的加工方式在焊接和打磨上花费时间较长,且很难确保零件外观的质量水平。为此,应当对现有的焊接加工工艺方式进行优化,在保证设计强度的前提下实现零件表面质量和美观性的同步提升。在优化方式上,采用薄板折弯工艺配合钣金折弯加工工艺,生产出的零件再组合成整体钣金零件,就能够在满足产品质量需求的同时,减少了加工量,实现加工成本降低的同时提升钣金零件的美观,对于整体零件设计加工而言优化效果显著。
4 结语
钣金件在汽车生产制造过程中发挥着十分重要的作用和意义,必须要有足够高的检测精度,还要做好结构设计。要合理应用全尺寸检测、重点区检测、CPK检测以及全面反馈检测方式,提高检测有效性,还要做好强度设计、折弯边设计、方孔内直角设计、优化设计,保证钣金件的质量符合使用要求。
参考文献
[1] 赵跃俊.基于钣金工艺优化的钣金件结构设计[J].自动化应用,2017,(03):46+72.
[2] 袁小江,吴志祥.支架钣金零件成形工艺模拟分析[J].模具技术,2017,(04):20-23.
[3] 王福涛.钣金件在检测冲压模具问题上的探讨[J].内燃机与配件,2017,(11):59.
[4] 张涛.钣金工艺优化目标下的钣金件结构设计[J].中国高新区,2017,(13):115.endprint








